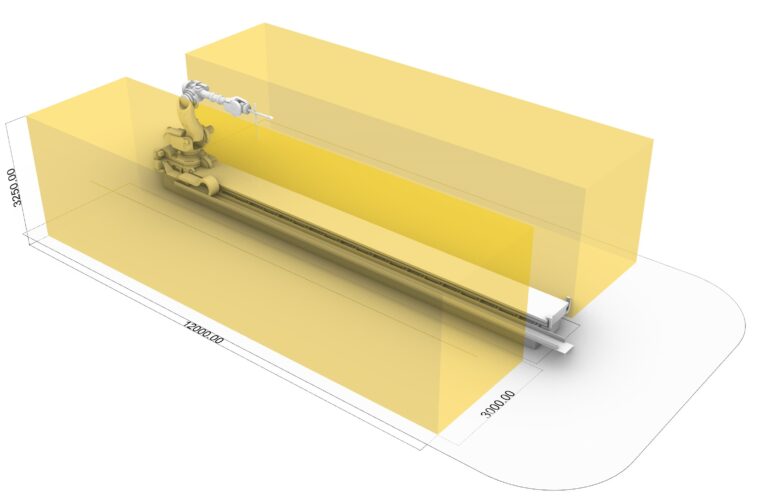

Printbaar oppervlakte
De 3D printfabriek heeft twee printbedden met een maximaal printoppervlak van (LxBxH) 12000 x 3000 x 3250 millimeter.
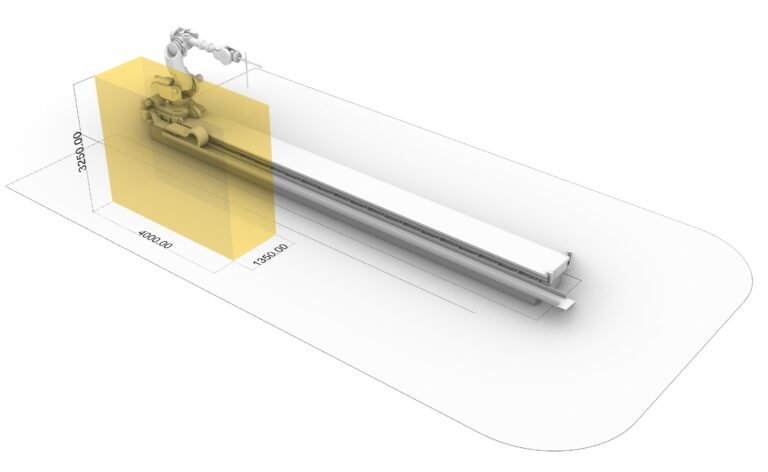
Maximaal printbaar object
Objecten met een afmeting van (LxBxH) 40000 x 1350 x 3250 millimeter met een maximaal gewicht van 3000 kilogram kunnen in de 3D printfabriek in Eindhoven worden geproduceerd. Heb je een wens die hier buiten valt? Kan je altijd contact met ons opnemen voor een advies op maat.
| Laagbreedte | Laaghoogte | Maximale niet-ondersteunde overhang |
|---|---|---|
|
30 mm |
6 mm |
83° |
|
50 mm |
10 mm |
83° |
|
50 mm |
15 mm |
85,5° |
|
70 mm |
10 mm |
80,5° |
|
70 mm |
15 mm |
83,5° |
|
80 mm |
10 mm |
80,5° |
|
80 mm |
15 mm |
82,5° |
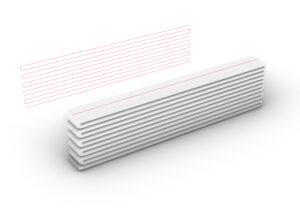
Het printpad is een van de belangrijkste elementen van 3D-betonprinten. Het is daarom belangrijk om bewust te zijn van de mogelijke printpaden. Ontwerpers moeten tevens weten welke laagdikte hun ontwerp nodig heeft. Hierdoor creëer je het beste ontwerp waarbij rekening wordt gehouden met de hoeken, verbindende lagen en overhang.
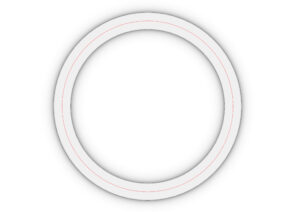
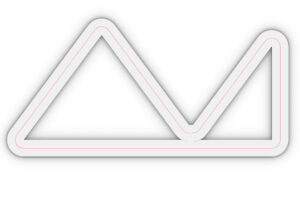
Gesloten kring
Traditionele 3D-betongeprinte ontwerpen zijn gesloten lussen. Hierdoor is het alleen mogelijk om continu in één richting te printen.
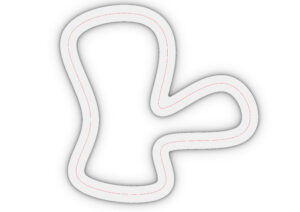
Open lus
Objecten kunnen ook eindigen met een open lus. In dit geval zouden 3D-geprinte lagen in afwisselende richtingen worden gebouwd. We raden aan om deze techniek enkel sporadisch toe te passen.
Overlappende lagen
Om verbindingen te kunnen maken, kunnen lagen elkaar ook overlappen. Dit is handig bij bijvoorbeeld het ontwerpen van trappen. Daarbij moeten de overlap tussen de lagen minimaal 5 millimeter diep en 10 millimeter lang zijn.
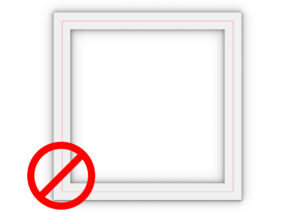
Scherpe hoeken
Wanneer je kiest voor 3D-betonprinten zijn scherpe hoeken niet mogelijk.
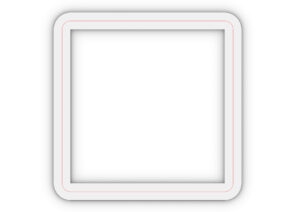
Afgeronde hoeken
Dankzij 3D-betonprinten ontstaan afgeronde hoeken. Deze hoeken moeten een straal hebben die de helft is van de laagbreedte. Bij een laagbreedte van 50 millimeter zou de straal dan 25 millimeter moeten zijn.
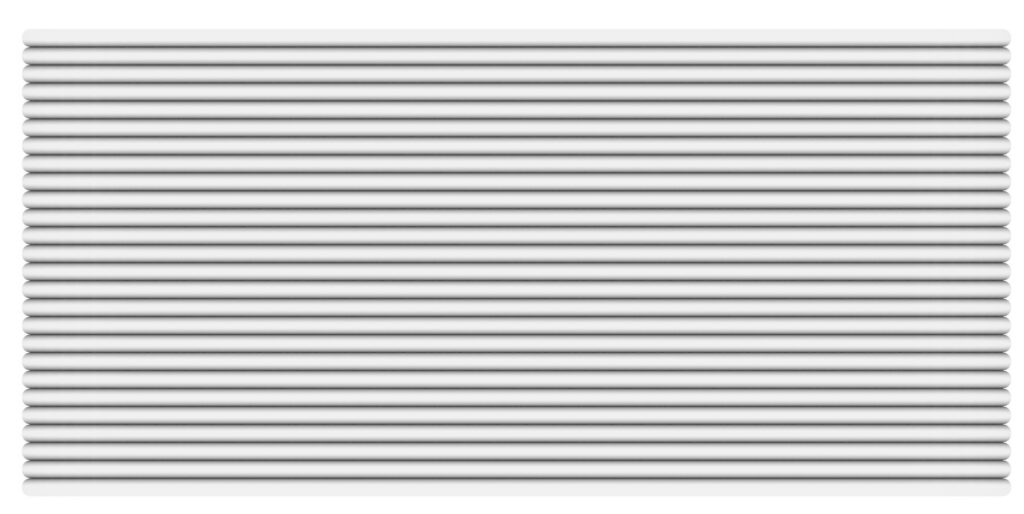
Horizontale lagen
Objecten met horizontale onder- en bovenlagen kunnen worden gehalveerd en geprint in traditionele horizontale lagen.
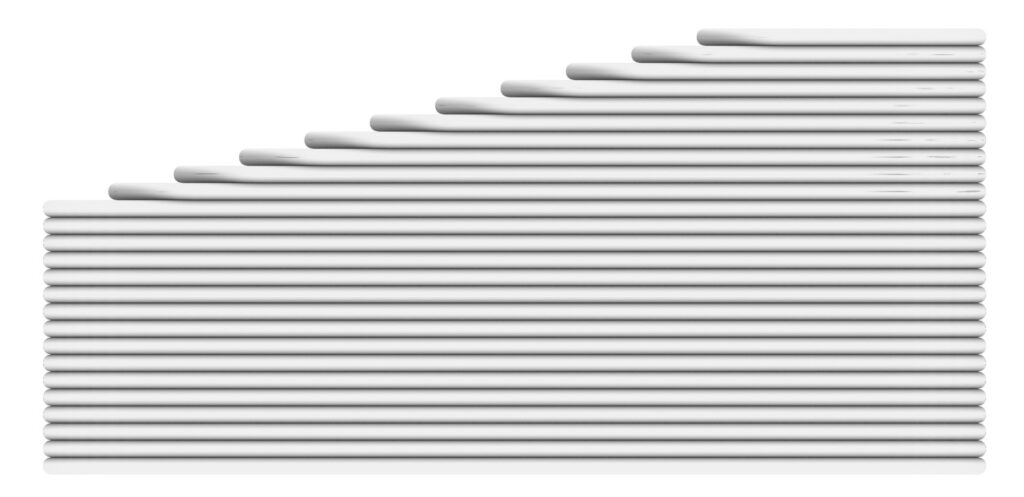
Stapsgewijze lagen
Schuine toplagen kunnen stapsgewijs worden geprint met horizontale lagen.
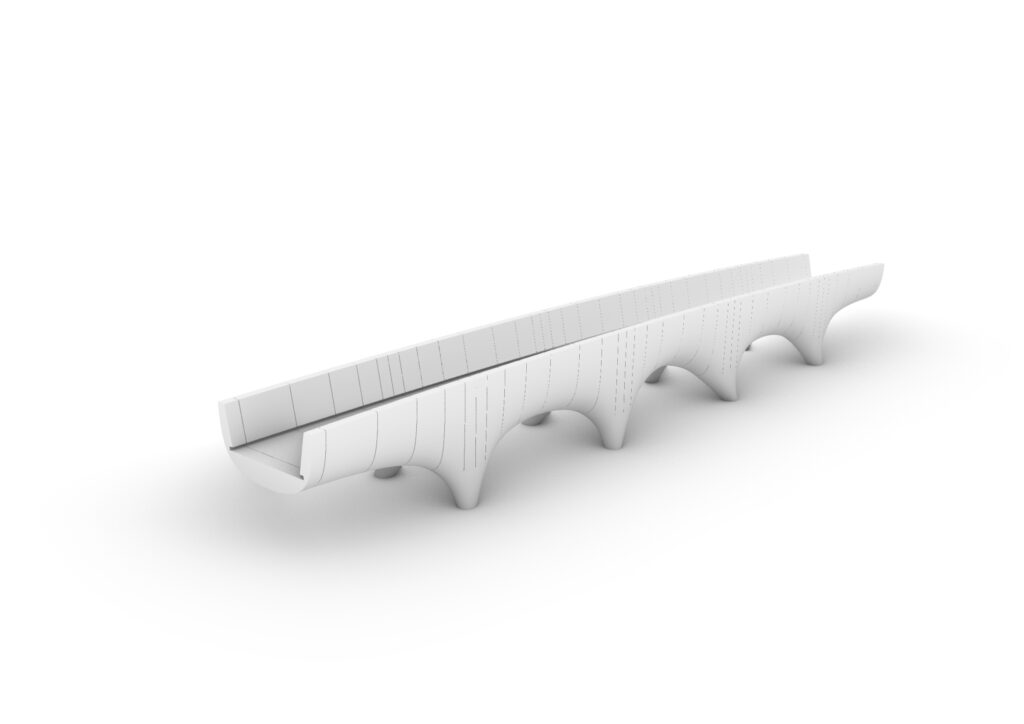
Niet-vlakke lagen
Binnen bepaalde parameters kunnen schuine vlakken worden geproduceerd met behulp van niet-vlakke printmethodes.
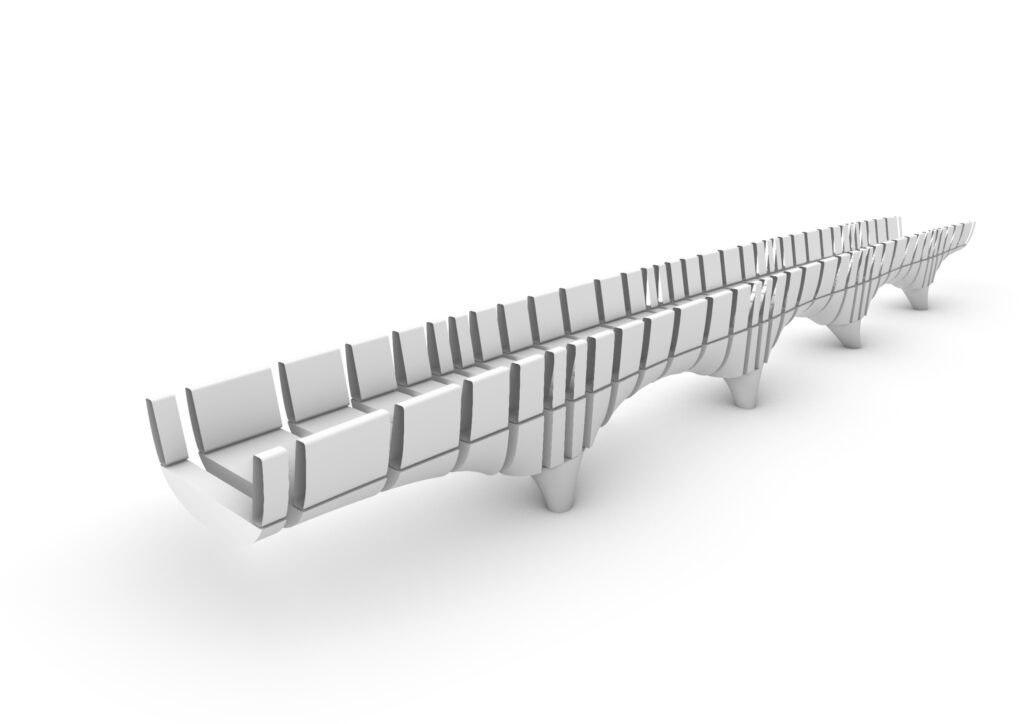
Objecten die de maximale grootte van de 3D-printfabriek overschrijden, zijn nog steeds mogelijk om te produceren. De objecten kunnen in de verschillende elementen worden opgedeeld en daarna worden geprint en geassembleerd. Deze elementen kunnen indien nodig ook het maximale gewicht overschrijden. Deze elementen zullen dan door een extern bedrijf moeten worden verplaatst.
|
Standaard doorlooptijd |
Minimaal 7 werkdagen, afhankelijk van de grootte van het onderdeel en de benodigde uithardingstijd |
|
Standaard nauwkeurigheid |
±10% |
|
Oppervlaktestructuur |
Onvoltooide onderdelen hebben meestal zichtbare bouwlagen op de
oppervlak |
|
Bestandsformaten |
We accepteren bestandsformaten STL, 3DS, 3DM, 3MF,
STP en SKP |
Wil je graag op de hoogte blijven van de laatste ontwikkelingen? Schrijf je dan hieronder in en ontvang 4 keer per jaar onze nieuwsbrief.
© 2024 Saint-Gobain Weber.